



摘 要
紧固件验收检查是一项极为重要的基础标准,是供需双方对交付验收紧固件产品批是接收或拒收的依据。为此,许多国家都制定了相应的紧固件验收检查标准,尤其是国际ISO、美国ASTM和ASME、德国DIN、日本JIS、英国BS和澳大利亚AS及中国GB等国家都颁布了紧固件验收检查标准。
现国际上紧固件验收检查有二大流派的标准体系(即米制ISO和英制ASTM和ASME)。最近十年,国际上各国紧固件抽样检验标准在不断地更新或替代原有的标准。
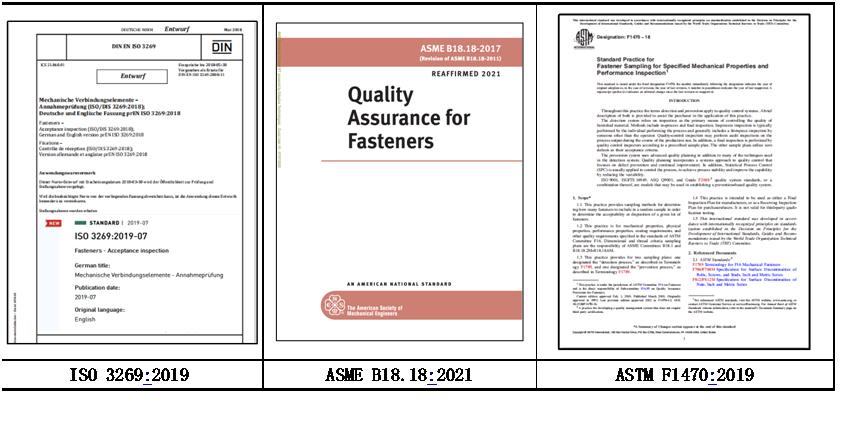
ISO/TC2国际紧固件标准化技术委员会于2019年7月已重新修订,并推出第四版ISO 3269:2019《紧固件 验收检查》,该标准的验收规则和检验程序较原第三版有较大的变动和更新;
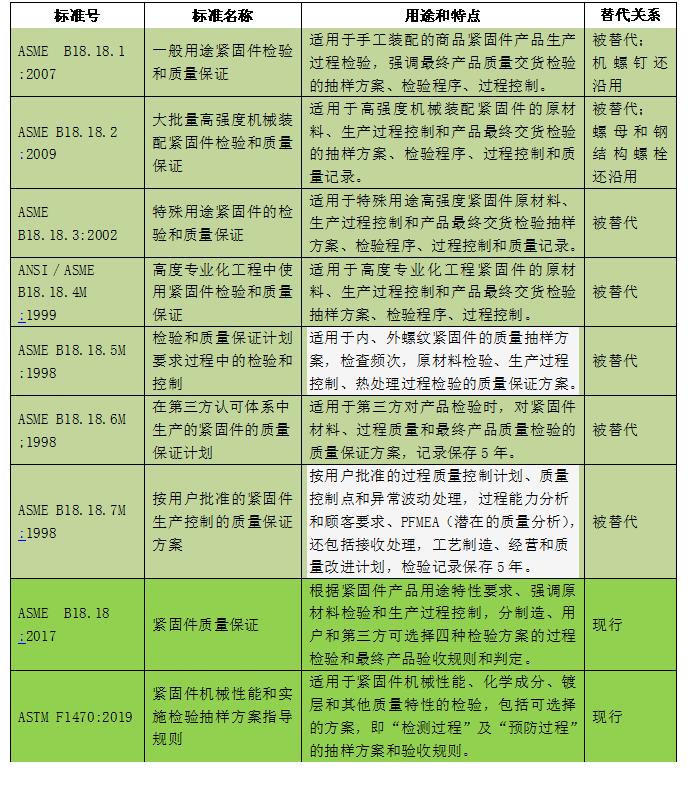
ASME美国机械工程师协会取消原一直沿用的ASME B18.18.1,B18.18.2,B18.18.3M,B18.18.4M,B18.18.5M,B18.18.6M和B18.18.7M的七个系列标准,更新并浓缩成ASME B18.18:2017《紧固件质量保证》一个标准,使紧固件型式尺寸和螺纹精度等配合特征的验收检查程序和规则更简捷,明了,方便使用;
ASTM美国材料与试验协会颁发的ASTM F1470:2018标准,主要对紧固件表面涂层、机械性能、装配功能性等特征实施检验和判定。
要完成对美制紧固件生产过程评审和产品的最终验收检查,必须要将ASTM F1470和ASME B18.18二个标准结合配套使用,才能作出完整的结论。
新的紧固件验收标准是按产品的不同特性,具体规定了不同的AQL质量水平、验收规则和检验程序,验收检查是基于较小样本n ,Ac=0零缺陷的质量目标,抽样方案是以Nicholas L. Squeglia所著《零接受数抽样方案》专箸中的一次抽样方案的OC曲线理论为基础而制定。
一、欧美紧固件验收检查标准及发展趋势
1.紧固件抽样检验概述
紧固件的生产特点是多品种、多规格、大批量生产,按标准、规范或用户合同要求,采用快速、高效、自动化生产的机器制造加工。由于使用机器设备的类型、镦锻方式(冷镦或热镦)和不同的加工循环周期,现代化的紧固件制造机械设备是连续生产(例如冷镦机,滚丝机、连续式网带热处理炉、表面涂镀层处理等),生产效率60件~800件/每分钟的产量。有时一个制造商生产的数量每天可多达上百万件。
同时紧固件产品品种规格多、批量大,检验项目多,不可能对产品进行百分之百的全检。否则要花费很高的检验成本,尤其是破坏性试验,要实施全数检验也是不可能的。紧固件质量制约于材料、工艺、设备、工具、人和环境,甚至价格等各个因素的影响,要保证100%质量合格是根本不可能的,也没有这个必要。在交货时对紧固件的验收检查如何用一种即经济,又能真实地反映批产品质量水平,作为供需双方验收和判定产品是接收还是拒收的依据,只能采用抽样检验来评判。
抽样检验程序是按一定验收规则,从交货批N中抽取一定的样本n,进行检验后得出结论,来评判批N产品质量的合格性。
验收检查标准的抽样方案是以概率论为基础制定的,是一项极为重要的基础标准,是供需双方对交付验收的紧固件产品批是接收或拒收的依据。
由于抽样检验是通过以小的样本n来判定批量N的产品,就会存在两个问题。
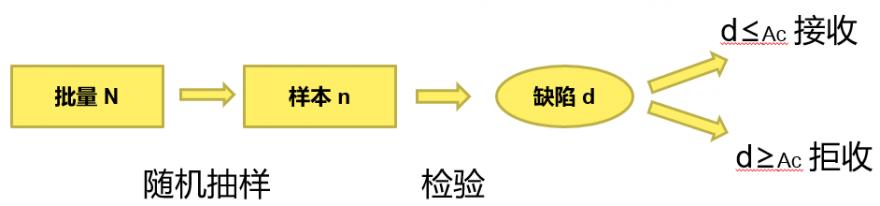
图1 抽样检验程序
1)抽查检验存在两个风险:由于抽取的样本少或抽取的样本不是代表批的质量,就会出现即以好充次(一般称为生产者风险α)或者以次充好(一般称为用户风险β)。
2) 对合格的产品批,是否有较高的接收概率?贸易双方都希望,合格批应有很高的接收概率,不合格批要能拒收,这就是抽样方案的把关能力。
现在问题是,如何采用一个正确的抽样检验方案,来解决以个抽样的风险,即能如实反映批的质量状况,又能被验收双方所接收。现国际上两颁发的紧固件验收标准较好地、系统地解决了这个问题,两个概率风险中顾客的接受风险低于10%,AQL95是检查批在抽样方案下不合格紧固件有95%机会被接受的百分比,供方的拒绝风险低于5%。
2. 欧美紧固件验收检查最新标准
紧固件验收检查是一项极为重要的基础标准,是供需双方对交付验收的紧固件产品批是接收或拒收的依据。为此,许多国家都制定了相应的紧固件验收检查标准,尤其是国际、美国、德国、日本、英国和澳大利亚及中国等国家都颁布了相应的紧固件验收检查标准。现国际上有二大流派的紧固件质量验收检验标准体系。
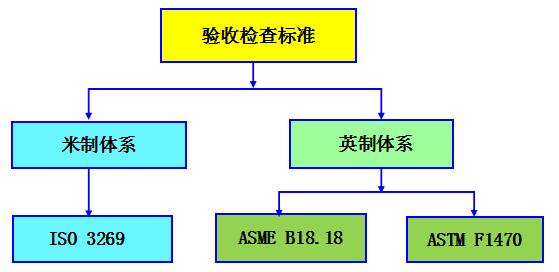
图2 国际上二大流派验收标准体系
随着工业现代化新技术、新工艺的创新发展,机械工程、桥梁建筑和民用生活用品对紧固件产品质量要求的日益提升,以及对检验风险的理论研究、考虑顾客和供方的风险降到最小程度等诸因素,最近十年来国际ISO和美制ASTM 和ASME等紧固件和抽样检验在不断地更新或替代原有标准;ISO/TC2现已修订颁发了第四版ISO 3269:2019《紧固件 验收检查》,该标准的验收规则和检验程序较原第三版有较大的变动,基于小样本n和Ac=0零缺陷的验收规则。
现世界米制紧固件标准的发展潮流是统一贯彻、推行执行ISO标准,紧固件验收检查也基本或全部统一到ISO 3269标准基础上来了,随着贸易的发展和用户对紧固件标准发展和质量要求的不断提高,每个国家的紧固件抽样检验标准也在不断地提高和完善。
ASTM和ASME分别推出两个紧固件验收检查标准,两个标准是相对独立又相互兼容的标准,在合格质量水平、抽样方案、验收规则和可接收质量水平等要求完全有别于国际ISO 3269标准,不旦规定了最终产品的质量验收规则和要求,还规定了材料和过程质量控制,是按产品的不同特性具体规定了不同的质量水平和验收规则,接收质量水平是“0”零缺陷的抽样检验方案。
近几年国际上紧固件标准发展相当快,最新的紧固件抽样检验标准如下:
表1 国际上紧固件抽样检验最新标准

表2 ISO和ASTM及ASME紧固件抽样检验标准
3.米制紧固件验收检查标准体系
德国早在1979年就首先提出DIN 267/T5-1979 《紧固件交货技术条件——验收检查》标准,提出AQL质量水平和检验规则,分尺寸和机械性能二块,并分项和计件相结合的验收程序。在1989年又等效采用ISO 3269-1985标准,发布了DIN 267/T5-1988《紧固件交货技术条件――接收检验》标准,取消旧版本中的既按单项缺陷检验,又按缺陷件检验的双重检验的考核方法。在2002年由于欧洲市场一体化,欧共体区域技术标准的统一性要求,德国取消原DIN 267/T5标准,全面等效采用并冠名DIN ISO 3269:2000《紧固件 验收检查》标准。
从2010年开始,ISO/TC2国际紧固件标准化分技术委员组织各国紧固件技术委员会成员,经过近十年的工作与协调,对此,我国紧固件标准化技术委员会(SAC/TC 85)也全程参加该标准的制修订工作,我国也充分发表了意见和建议,得到ISO/TC2及各国紧固件技术专家的认可和采纳。于2019年7 月ISO/TC2颁发第四版ISO 3269:2019标准,替代第三版(ISO 3269:2000)。新版标准和原有标准相比,从内容和形式上都有了很大的变化,统计抽样原理没有变,提出新的检验方案和检验程序,是基于较小样本n,Ac=0的抽样方案。
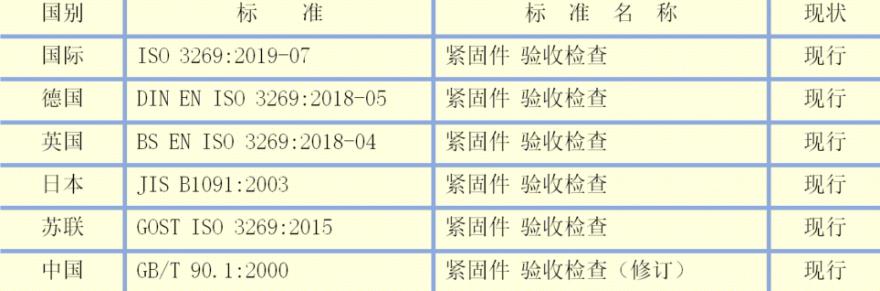
目前,世界上包括中国、日本、意大利、澳大利亚和英国等采用米制计量单位国家已等效或等同采纳ISO 3269标准作为国家标准,或者直接引用了ISO 3269标准,统一了紧固件检验验收标准。
表3 米制各国紧固件验收检查标准
4. 美国紧固件验收标准体系
美制紧固件验收检查标准是相对独立,在合格质量水平、抽样方案、验收规则和可接收质量标准等要求完全有别于国际ISO 3269《紧固件 接收检查》标准。美制紧固件验收检查标准不但规定了最终产品的质量验收规则和要求,还规定了材料和过程质量控制,是按产品的不同特性具体规定了不同的质量水平和验收规则,接收质量水平是“0”零缺陷的验收方案。
近二十年来,美国紧固件验收检查和过程质量保证的系列标准有过三次较大的修订及变更。美国紧固件验收标准由ASTM F16和ASME B18分别负责相关标准的修订工作,一般是每五年审核一次,如果没有修改,就重新批准,要么撤回。
在80年代前,在IFI-五版紧固件汇编中推出了行业协会的紧固件验收规范,是参考美国海军MIL-STD-105D计数抽样检验标准而制定,作为紧固件供需双方验收检查的依据。从80年代中期开始,美国紧固件的市场需求量越来越大,同时每年也有相当数量不合格的紧固件进入市场,给一些关键工程、机械、桥梁质量带来潜在隐患,北美地区的广大紧固件销售商和用户开始不愿意接受AQL质量水平的概念,作为紧固件交货检验的验收依据,市场对质量要求越来越高。美国政府也出面干涉,于1990年11月16日美国总统签署、颁布FQA紧固件质量法案,强调紧固件的生产制造质量要求、质量保证能力、供需双方的质量责任和权限和质量可追溯性,提出“0”零缺陷质量要求。美国国家标准局ANSI和美国机械工程师协会ASME针对不同产品的生产过程、产品质量特性和使用条件提出并颁布了不同的抽样检验标准, ANSI/ASME B18.18.1M/.2M质量保证和检验标准,在1987年更改为适用于米制和英制紧固件的检验标准,2001年由ASME B18机械工程师协会紧固件分技术委员会独立修改为ASME B18.18.1/.2标准,取消标准公制“M”标记。
标准规定产品有特性要求的按ASME B18.18.2:2002《高强度装配紧固件检验和质量保证》执行,没有规定特别的特性要求按ASNE B18.18.1:2002《一般用途紧固件检验和质量保证》执行。对更精确的检验,强调生产过程控制的则按ASME B18.18.3 ANSI/ASME B18.18.4M标准执行。紧固件机械性能及功能性特征的检查,参照ASTM F1470-2002《紧固件机械性能和实施检验的抽样方案指导规则》执行。
这套系列标准分一般用途紧固件、批量生产高强度紧固件和特殊用途紧固件,分别制定了不同的验收标准和判定程序规则,按制造者、经销者和消费者质量责任、权限和仲裁处理原则,着重强调质量保证过程能力的控制及最终成品的抽样检验和判定规则。详见ASME B18.18.1-2007《一般用途紧固件检验和质量保证》和ASME B18.18.2《大批量装配固件》。
在2011年美国ASME又取消了原来七个紧固件质量验收的系列标准,提出了ASME B18.18:2011《紧固件质量保证》新标准,将原七个标准合并成为一个独立的标准,使抽样验收标准程序和规则更简捷、明了、方便使用。
表4 ASME和ASTM紧固件验收检查标准更新及替代关系
美制现行紧固件检验主要包括有ASME B18.18:2017和ASTM F1470:2019二个验收标准,对紧固件的验收检查包括有配合尺寸、螺纹和表面涂层、机械性能、装配功能性等项目,要完成紧固件的验收检查,作出全面定性判定,必须要将二个标准配套结合使用,这又是与ISO标准的主要区别。
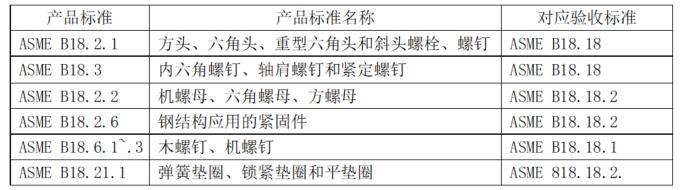
必须要说明的是,在执行美制紧固件抽样检验时要注意新老抽样检验标准与产品间的关系,在IFI-九版中还有部分产品在沿用老标准。在2014年新出版的IFI-9《IFI英制紧固件标准》汇编中已将ASME B18.18《紧固件质量保证》标准收集之中,并将IFI-8版中原七个紧固件质量验收(ASME B18.18.1~ B18.18.7)系列标准全部移除。但要注意的是IFI-9汇编中部分紧固件产品还在继续延用老的验收检查标准。IFI第十版标准中已取消应用。
表5 IFI-九版中部分产品还在沿用的新老标准
二、ISO 3269:2019《紧固件 验收检查》简解
ISO/TC2/SC7国际紧固件标准组织于2019年7月ISO/TC2正式颁发ISO 3269:2019《紧固件 验收检查》,取消并取代在用的第三版(ISO 3269:2000)。德国ISO/TC2秘书国于2018年也提前发布(DIN EN ISO 3269:2018)标准。
与第四版相比,主要变化如下:
——基于Ac=0较小样本大小的抽样检验的方案;
——供需双方未达成协议的参考方法;
——基于检验批的大小N规定的检验样本n;
——附录性资料A和B解绍,抽样方案的概率论基础原理。
在制订本标准时ISO/TC2强调:紧固件制造商应采用适当,并在生产过程中采用必要的过程控制方法,以尽可能地减少生产不符合要求零件的概率,参照规范标准(见ISO 16426紧固件-质量保证体系)。
虽然每个紧固件都应满足所有规定的要求,但这个目标并非在批量生产中能予以保证。
紧固件的买方希望通过检验以确认交付的紧固件是否按规范制造。考虑到采用紧固件检验批的属性验收局限性的小概率事件,买方和制造商(或供应商)均对买方使用的紧固件验收规程有一个清楚的了解。如果无事先约定,本国际标准描述了买方使用的验收规程应作为验收和判定的依据。
必须认识到,这种验收检查对于整个生产批中是否符合紧固件是无法提供完全的信心的。相反地,一个基于可接受的质量水平(AQL)值的接收批,在这个标准中并不意味着供应商有权故意提供或掺入不合格的紧固件。
1.适用范围
本标准规定了购买者在未事先达成协议的情况下使用的检验程序。适用于检查批量的螺栓,螺钉,螺柱,螺母,销,垫圈,铆钉和其他相关的紧固件。
本标准不适用于大批量机器装配,特殊用途应用或需要更先进的过程控制和批次可追溯性的特殊工程应用的紧固件。
如果买方和供应商之间未达成协议,或者对规格的符合性存在争议,它还规定了验收或拒绝检验批时,可委送第三方检测的程序实施。
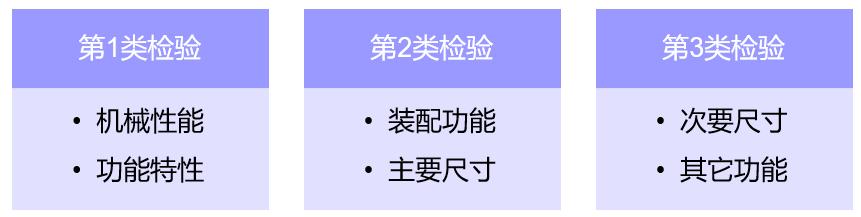
本标准规定产品检验特征的三类检验类别,分第一类(机械特性和功能特性)、第二类(紧固件装配或功能主要尺寸)和第三类(次要尺寸和其它功能特性)的检验类别的抽样检验及验收程序。
本标准适用于交货时的紧固件,而不适用接收后的再加工检验(电镀、再包装等)。
2、符号
出于本标准的目的,以下符号使用。
Ac 合格判定数
Re 拒收判定数
LQ10 接收概率为10%时极限质量水平
AQL95 可接受质量水平接收概率95%
3. 术语和定义
术语和定义在ISO 1891-4中所给并在下文使用。
3.1. 检验批
从同一供方同时收到的相同名称的一定数量的紧固件。
3.2. 特性
规定了极限范围的尺寸要素、机械性能或其他可识别的产品特性,例如:头部高度、杆径、抗拉强度或硬度。
3.3. 合格质量水平 AQL
一个抽样方案中,同一高的接收概率相对应的质量水平
注1:AQL95是检查批在抽样方案下不合格紧固件有95%机会被接受的百分比,也就是说,供方的拒绝风险低于5%。
3.4. 极限质量 LQ
一个抽样方案中,同一低的接收概率相对应的质量水平。
注1:本标准中该概率小于或等于 to%,
注2:LQ,表示在抽样方案中,对应于1/1。接收概率的、不符合特性的紧固件的比率;通常称为使用者风险。
4. 验收检查程序
4.1.总要求
本标准应用于供方交付的紧固件,即不改变交付条件。万一变更或买方进一步加工,卖方应承担由此类处理导致所有相关特征符合性变更的责任。
本标准在收到货后使用,通常是在买方将货入库之前使用本标准规定的程序进行检验,并作出判定。
用于制造紧固件及服务和部分配套件(例如,垫圈,螺母,电镀,热处理)的生产可以由紧固件供应商分包给其他供应商。然而,最终成品的供应商应对紧固件的质量负全部责任。
按本际标准执行的检验批应按表6、表7和表8执行。
如果在检查过程中发现不合格,则应使标准规定的处置程序进行,见“检查程序”第八步的规则。
买方应在任何处理之前给予供应商机会来验证任何所谓的不合格。
4.2. 检查程序
分析新标准归纳检查程序,可分为八步操作。
买方可以选择本标准来证明紧固件符合产品标准的技术要求或其他规定的要求。
4.2.1. 第一步,确定检验类别种类
从表6中的所检产品特性,确定检验类别第1类或第2类或第3类。
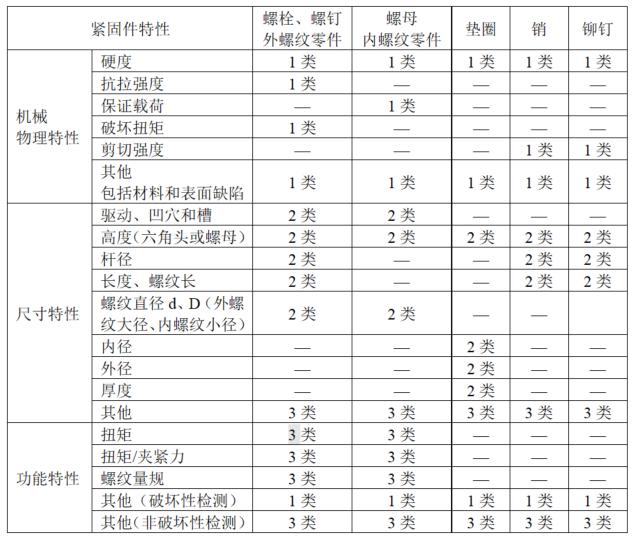
表6 检验类别和检验的特征
4.2.2第二步,选择要检验的特性,确认检验类别
从表7中规定的不同种类紧固件的检验特性,选择对应的检验特性的类别1或2或3。
检验的特征选择应由买方酌情决定。如果,买方不按检验表7列出的所有特征,买方应根据他们所用的紧固件型式、配合特性和功能特性,决定哪些特征被检查。
买方也可以对相关产品标准或其他规定要求中的特征进行检查。
表7 指定的检验特性选择检验类别
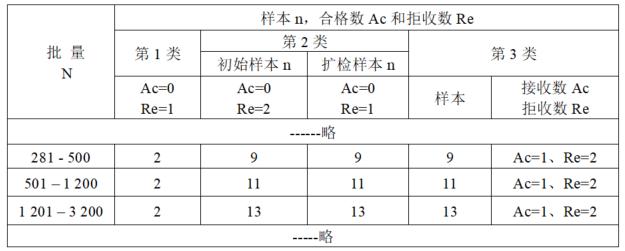
4.2.3. 第三步,确定抽样方案
从表8中按检验批量N和同时对应的检验类别,确定样本n大小 。
样本n大小应以表8规定的检查批的数量为基础。如果样本量大于批量,对于非破坏性试验要求100%检查。
样本n,对每一个被选定的特性,合格数Ac和拒绝数Re,应单独评定。
表8 抽样方案(简略)
4.2.4. 第四步,判定规则和处置
从表9根据不同的检验类别,按判定程序的规则和处置要求进行。
表9 检验类别程序和检验处置
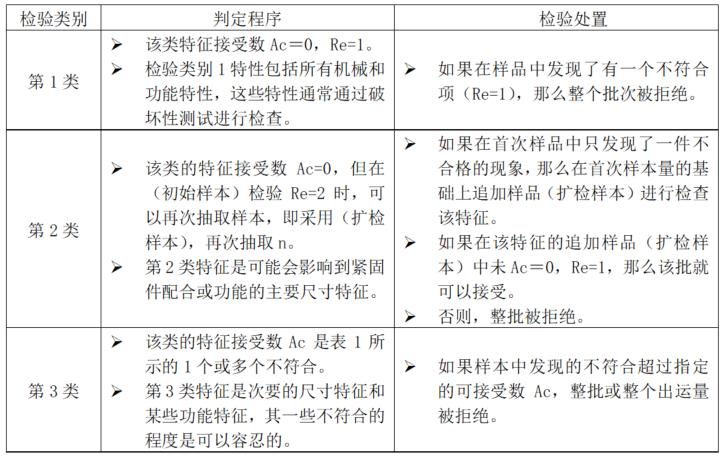
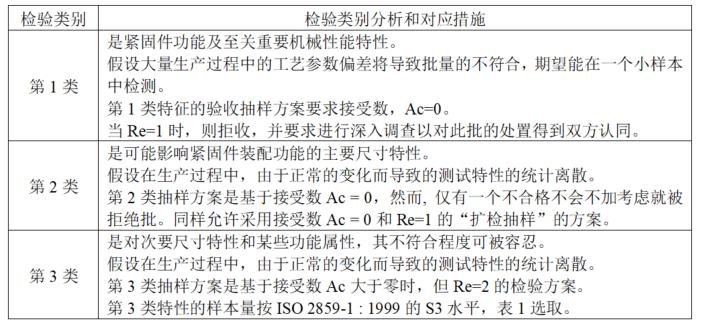
表10 检验类别属性分析和对应措施
4.2.5. 第五步,检验
机械、物理和功能特性应被检查,按相关产品标准中的规定(比如:ISO 898-1、ISO 3506-2、ISO 16047、ISO 10683、ISO 6157-1)程序和要求进行。
尺寸特性应按相关产品标准和/或技术规范进行检查。
所列的机械、物理和功能特征可包括数个试验或试验结果(比如:抗拉强度可能用全尺寸、楔负载或试样检测)。
所列的尺寸特征可包括数个特征(比如:检查一个六角形头的驱动包括测量对边、对角和最小扳拧高度)。在即验收时,对每一个被选定的特性应分项进行验收检查,合格数Ac和拒绝数Re,应单独评定。
4.2.6. 第六步,判定
方案确定后,即可从检查批中随机抽取样本,按项目进行检查,并分项记录缺陷数量。
如果样品检查和/或试验时没有发现不符合,检查批应被接受。
对于第2类和第3类,如果有不符合被发现但满足表1规定的接受数Ac条件,则检查批应被接受。否则整个批拒收。
4.2.7. 第七步,买方对批处理处置
如果在检验程序进行检查时发现不符合,并与供方达成了一致,买方应从以下选项中选取一个:
a) 接受检查批(买方相信不符合对预期服务应用的效果无重要影响);
b) 该批退回给供方;
c) 对该批挑选和/或做另外的检查以剔除不合格零件;
d) 对零件返工或重新处理以纠正不符合;
e) 对该批报废;
买方的任何活动,当它影响到供方时,比如挑选、返工、重新加工、废报或退货,均应获得供方的批准。
紧固件的不合格批,除非以上选项的其中一个已经完成,否则不得提出重新检查。
已拒收的紧固件批,除非对缺陷经过修整或分类,否则不能提交复检。万一拒收,对该批产品适当修整由供需双方协商一致。
4.2.8. 第八步,参考验收程序
在考虑第七步规定的处置选项以解决不合格品之后,如果买方和供方仍不能就检查批的接受或拒绝达成一致意见,他们应选择一个双方认可的合格的第三方检测实验室,对不符合特征进行检测。
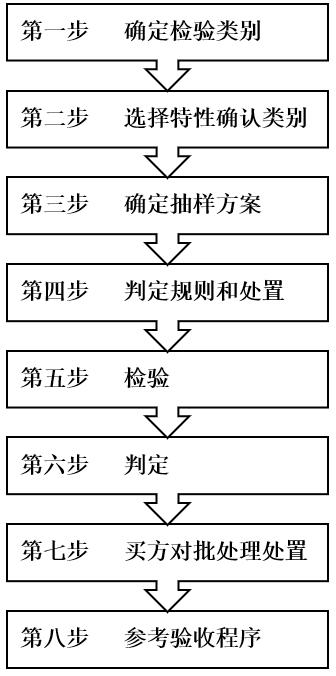
图3 检查程序流程图
编者注:
经上分析,我们已清楚地认识到 ISO 3269:2019第四版与第三版比较,在检验规则与检验程序上有着较大的变更,检查程序可归纳为八步进行操作,如图3所示。
我国紧固件标准化技术委员会(SAC/ TC 85)一直参与该国际标准修订全过程,现正在组织力量进行验证,很快会采纳紧固件验收检查新版国际标准,因紧固件验收检查是一项极为重要的基础标准,是供需双方对交付验收的紧固件产品批是接收或拒收的依据,国际贸易的规则是新版标准一出来,就要执行。
三、美制紧固件验收标准简解
美制紧固件检验标准包括两个标准。
表11 美制紧固件验收两个标准

紧固件验收检查分尺寸、螺纹和表面涂层、机械性能二大项目,美制的紧固件在验收检查时要按二个标准配套结合使用,作出全面定性判定,必须要将二个标准配套结合使用。ASME B18.18验收标准主要是规定了过程控制、螺纹和尺寸特性的抽样检验方案和判定准则;而ASTM F1470验收标准则规定了表面涂层、机械性能和功能特性的抽样检验方案和判定准则。
(一)、 ASME B18.18—2017《紧固件质量保证》
ASTM B18美国机械工程师协会紧固件技术分委员会于2017年6月修订并推出了ASME B18.18—2017《紧固件质量保证》标准,该标准替代了原一直沿用的ASME B18.18.1,B18.18.2,B18.18.3M,B18.18.4M,B18.18.5M,B18.18.6M和B18.18.7M的七个系列标准。同时,说明这些标准目前虽已被本标准所替代,但仍可能在整个行业中被继续引用。
再次修订本标准时强调:
在制定本标准时,旨以指导紧固件产品的过程和最终检验,及紧固件购买者的采用本接收检验方案及程序和检验规则的要求,在紧固件的质量特性的验收检查中,推出四个检验方案。
本标准还规定了制造检验和最终检验的最低标准,并考虑到制造过程采取必要质量检验和技术措施,以提供给供应商按照本标准的检验方案和规则,能达到最终合格的质量目的。
在执行本标准时,买方必须了解和认识到供应来源的制造质量计划和使用自己相应质量控制手段,以确保交货产品质量是有效性。从材料控制、人力资源、工艺技术、计量和测试,检验等质量控制要素、程序、方法和控制,以及必要的持续改进和质量控制手段的完善,以实现紧固件的符合性。
1. 范围
本标准适用于紧固件产品过程检验和最终检验的要求。同时也是紧固件产品采购者接受产品的验收方案。
本标准适用于内、外螺纹、垫圈及任何种类紧固件。
标准规定的可接收数C=0的抽样方案。然而抽样样品的零缺陷(C=0)并不意味着它应该被接收。因为样品中的零缺陷并不代表总体中完全没有缺陷。
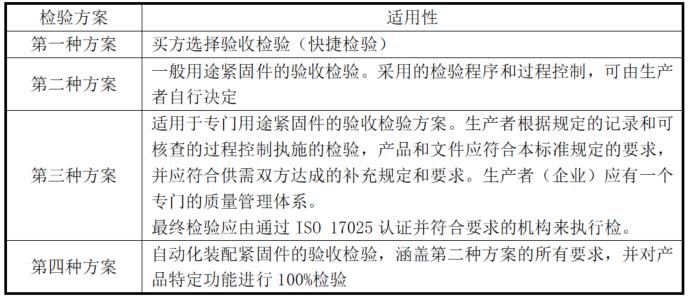
本标准有四种可选择的检验方案,见表12。买方(采购者)的订货文件应从第二、三、四种方案中,确定选择最终验收检验方案。
表12 四种检验方案

2. 过程检验
2.1. 制造过程检验
加工过程中,每一个特性指标通常的检验程序,包括模具、操作工、机器及操作等。
每个生产过程的抽样检验要求如下:
(a)根据相应标准,随机抽取有较大表面缺陷的5件样品进行目测检查,再抽3件样品按规定的质量特性进行检验:
——在每一次生产操作开始时;
——在每一次换班开始时;
——当更换模具或调试机器时;
——在每一次生产操作结束时。
(b) 生产过程中,按规定的质量特性,应在不超过两小时时间内检验一次。
2.2. 热处理过程检验
为保证过程控制和设备正常运作,应对所有的热处理过程及热处理设备进行定时检验。
2.3. 表面处理过程控制
为保证标准规定的过程控制和设备正常运转,应对所有的电镀、涂镀,以及后期的润滑处理过程和设备进行定时检验。
3. 最终检验
最终检验旨在验证批的符合性和检验规定的特性是否符合相关标准和工程图纸的要求。所有特性指标在任何时候都不应被改变。
所有的记录从检验之日起应至少保存5年。需方需要时,应提供记录副本。
3.1. 接收与拒收原则
a) 原材料的接收与拒收
所有原材料(棒材,线材,盘条或板材)都应满足使用要求。不合格材料不能用于紧固件生产,而且在未得到处理之前应予隔离。
b) 产品的接收与拒收
所有半成品应符合在制造、热处理或表面处理等各过程检验时的符合性要求。
不合格的半成品,在经过最终产品特性检验后仍然不合格时,应予返修、隔离并另行存储等侯处理。
c) 抽样合格判定数
抽样检验方案规定了A、B、C三个质量水平,其中A水平样本数最多,B、C以此递减。
对所有检验来说,最终检验的合格判定数应是零(C=0)。
3.2. 不合格材料和产品的处置
3.2.1. 供方选择的处置方案
供方拥有对不合格材料或不合格产品进行以下处置的选择权。
(a)可将它们报废。
(b)可对它们作100%的挑拣,并剔除所有不合格品。
(c)可对它们重新加工或重新处理,以纠正不符合要求的特性。
(d)如果供方不是产品最终制造者时,可将不合格产品退回制造者处。
(e)要求的偏差由最终用户确定。
如果最终用户认为产品特性的偏差值,在实际应用过程中作用不明显的话,可以另行确定一个偏差值,同时弃用已完成的部分生产材料(成品或半成品),并暂停出运。
3.2.2. 买方选择的处置方案
买方与供方应就收到货后发现不合格品时达成以下协议:
(a)可将它们报废。
(b)可对它们作100%的挑拣,并剔除所有不合格品。
(c)可对它们重新加工或重新处理,以纠正不符合要求的特性。
(d)如果买方认为特性的偏差度,对产品在实际应用中的影响不是非常关键时,可以接收产品或材料,并对供方提出忠告或建议。
4. 重新检查
所有经过挑拣、重新生产或加工的产品,必须再次进行批量抽样,并应对原先不合格的特性加倍进行重新检查。如果重新检查后各特性指标符合标准要求,产品可以重新返回生产流水线或交付使用。
5. 适用的质量特性
在本标准最终检验中要评估的属性是(见表13和表14),归纳了评价最终检验用的各种质量特性项目。但是,产品检验标准中规定的质量特性应优先于本标准中的质量特性。应采用产品检验标准中规定的质量特性项目,作为所有类型检验用的质量特性项目。
买方可以在采购文件中规定需要的检验特性项目。买方具有对产品质量的最终否决权。
6. 第一种方案:买方选择的紧固件验收检验方案(简捷方案)
6.1. 基本要求
第一种方案是买方选择自己对紧固件验收检验的方案。方案中采用的抽样方案不是以统计学为基础,而是应该把重点放在用户使用时的产品在性能、配合或使用功能上的适用性。买方可依据要求来确定产品的可接收性。
第一种方案是买方选择并执行的验收检验方案。买方可以在采购合同中,确认是否允许其它零售商使用此方案。
6.2. 定义
采购文件中,不要求规定第一种方案的定义。
6.3. 批的概念
应尽量保持生产批量的完整性。当同一种商品在多个集装箱运输中,运输集装箱全部紧固件应被视为同批次,但在抽取同批紧固件的样本n时,按6.4节要求,取两倍样品n。
6.4. 样品数
无论批量大小,表13中每一适用尺寸特性,每次至少应检验8件,如果,对于少于8个的样本的批次,整个批次可能会被检查。检验员可以对附加特性进行检验,这些附加特性在各紧固件标准中或用户的图纸中有具体规定。
表13中各机械性能指标,每次至少应检验2件。
表13 第一种方案的质量特性
质量特性 | 紧固件类型 | |||
外螺纹产品 | 内螺纹产品 | 垫圈 | 销 | |
尺寸 | ||||
杆部直径 | WA 注1 |
|
| WA |
螺纹长度 | WA |
|
|
|
长度 | WA |
|
| WA |
对边宽度 | WA | WA |
|
|
对角宽度 | WA | WA |
|
|
头部高度或螺母厚度 | WA | WA |
|
|
头部直径 | WA |
|
|
|
法兰直径 | WA | WA |
|
|
法兰厚度 | WA | WA |
|
|
头部凸起 | WA |
|
|
|
十字槽插入深 | WA |
|
|
|
内凹槽宽度 | WA |
|
|
|
开槽深度 | WA |
|
|
|
外径 |
|
| WA | WA |
内径 |
|
| WA | WA |
厚度 |
|
| WA | WA |
螺纹验收 注2 | WA | WA |
|
|
孔径 |
|
|
| WA |
头与孔的同轴度 |
|
|
| WA |
开槽宽度 | WA | WA |
| WA |
机械性能 | ||||
拉力 | AO 注1 |
|
|
|
保证载荷 |
| AO |
|
|
芯部硬度 | WA | WA | WA | WA |
表面硬度 | AO | AO | AO | AO |
性能 注3 | AO | AO |
|
|
氢脆 | AO | AO | AO |
|
扭矩 | AO | AO |
|
|
表1注: 1) WA — 适用。 AO — 买方选择。可在订货合同中注明“AO”需要检验。 2) 若无其它规定,螺纹应按ASME B1.3M 21体系进行验收检验。 3) 此处,“性能”是指自攻螺钉的扭转强度试验、拧入性试验、塑性试验等。 | ||||
7. 第二种方案:一般用途紧固件的验收检验(过程自检方案)
7.1. 基本要求
第二种方案是生产者利用记录和生产者自己检验,并进行判定的一种过程控制方案。零件和文件应符合本标准规定的要求,并应符合供需双方达成的补充规定和要求。根据要求,生产者应提供过程控制结构系统的证明。生产者应根据表15规定的检验样品数量进行最终检验。
对于采购合同中未规定的紧固件制造者,也应遵循本检验验收方案。
7.2. 定义
第二种检验验收方案,应由“ASME B18.18质量保证-—第二种方案”确定的每一份采购文件或其它类似文件进行定义。
7.3. 原材料
7.3.1. 通用要求
除非个别产品标准另有规定外,原材料(棒材,线材或盘条)应经过再次审核,每卷或每捆要有工厂鉴定标志以及每次加热(批次、熔、铸)应有一份工厂分析证明或同等效力的文件。原材料或附带的证明资料应在检验前制作完成并发给购买者,以证明材料是否符合指定的标准要求。
7.4. 最终检验和试验
最终检验应由生产企业委任并经过正式培训的人员实施。样品检验数量按表15规定。除非买方或产品标准另有规定,否则应按表14规定的特性指标进行检验。
表14 第二、三、四种方案的质量特性
质量特性 | 内螺纹紧固件 | 外螺纹紧固件 | 垫圈 | 销 | 质量特性 | 内螺纹紧固件 | 外螺纹紧固件 | 垫圈 | 销 |
长度 | 支承面对杆 或对螺纹的圆跳动 |
| C | C |
| ||||
杆部直径 |
| C |
| C | 头部凸起或飞边 |
| B |
|
|
杆部长度 |
| B |
| B | 垫圈内径对外经圆跳动 |
|
| C |
|
夹紧长度 |
| B |
| C | 端部 | ||||
螺纹长度 |
| B |
|
| 端部直径 |
| C |
| C |
螺杆对螺纹中径的同轴度 |
| C |
|
| 端部长度 |
| C |
|
|
全长 |
| B |
| B | 轴端直径 |
| B |
|
|
头部或螺母 | 轴端长度 |
| B |
|
| ||||
对边宽度 | C | C |
|
| 轴端同轴度 |
| C |
|
|
对角宽度 | C | C |
|
| 椭圆端部半径 |
| B |
|
|
头部高度或螺母厚度 | C | C |
| C | 紧定螺钉端部角度 |
| C |
|
|
扳拧高度 | B | B |
|
| 拐角半径 |
| C |
|
|
十字槽尺寸 |
| C |
|
| 内凹槽、十字槽及拧入性 | ||||
十字槽插入深度 |
| B |
|
| 开槽或内凹槽插入深 |
| B |
|
|
头部直径或螺母直径 |
| B |
|
| 开槽深度 |
| B |
|
|
法兰面或垫圈面直径 | C | C |
|
| 内凹槽底部的角度 |
| C |
|
|
法兰面或垫圈面厚度 | C | C |
|
| 壁厚 |
| C |
|
|
法兰面平面度 | C | C |
|
| 开槽的位置度 |
| C |
|
|
头和法兰面位置度 | C | C |
|
| 孔或十字槽的位置度 |
| C |
|
|
圆角半径 |
| C |
|
| 孔或十字槽的尺寸 |
| B |
|
|
方径圆角半径 |
| B |
|
| 沉孔的直径和深度 |
| C |
|
|
角度 |
| C |
|
| 自攻螺钉螺纹牙型角度 |
| C |
|
|
吊环螺栓内径/外径 |
| B |
|
| 开槽宽度 |
| C |
|
|
螺栓或螺母顶面和底部的倒角或圆角半径 | C | C |
|
| 开槽深度 |
| B |
|
|
支承面 | 开槽的位置度 |
| B |
|
| ||||
销的凸起 |
|
|
| C | 十字槽钻孔位置 |
| B |
|
|
盲端凸起 |
|
|
| C | 十字槽钻孔直径 |
| B |
|
|
销直径 |
|
|
| C | 十字槽钻孔倒角或毛刺 |
| B |
|
|
螺纹和杆部的位置度 |
| C |
|
| 十字槽钻孔的校准 |
| B |
|
|
头和杆的位置度 |
| C |
| C | 垫圈和组合螺钉用垫圈 | ||||
支承面直径 | C | C |
|
| 垫圈类型 |
|
| C |
|
支承面厚度 | C | C |
|
| 垫圈外径 |
|
| C |
|
螺母锥孔外径与螺纹轴线位置度 | B |
|
|
| 垫圈内径 |
|
| C |
|
支承面斜度 | C | C |
| C | 垫圈厚度 |
|
| C |
|
凹端直径 | C | C |
|
| 垫圈平面度 |
|
| C |
|
凹端深度 | B | B |
|
| 支承面宽度 |
|
| C |
|
凹端宽度 | C | C |
|
| 截面宽度 |
|
| C |
|
头下圆角或倒角 |
| C |
| C | 其它 | ||||
头下过渡圆直径 |
| B |
|
| 螺纹验收 注3 | B | B |
|
|
头下过渡圆长度 |
| B |
|
| 目测检查 注4 | A | A |
|
|
轴肩槽 |
| C |
|
| 垂直度 |
| C |
| C |
螺纹颈部圆角 |
| C |
|
| 螺纹尺寸 |
| B |
|
|
螺纹颈部宽度 |
| C |
|
| 杆部直径 |
| C |
|
|
头部沉孔角度 |
| C |
|
| 圆柱销、轴肩螺栓 | A |
|
|
|
表1注: 1) 表中A、B、C所代表的样品数量见表3或4。 2) 这个术语包括:杆部直径、轴肩直径和所有无螺纹部分的直径,大约相当于螺纹中径。 3) 螺纹验收按ASME B1.3M标准规定。 4) 用目测检查表面镀层质量、外观、表面缺陷、头型、槽型、螺母和垫圈类型、锁紧效果和一般工艺状况。这些特性(项目)在检查前不需要重复检查。 | |||||||||
表15 第二种方案检验的样品数量
批量 | 样品数量 | ||
A | B | C | |
-----略 | |||
26 ~ 50 51 ~ 90 91 ~ 150 | 5 6 7 | 4 5 6 | 1 2 2 |
151 ~ 250 251 ~ 500 501 ~ 1200 | 10 11 15 | 7 9 11 | 2 3 3 |
1201 ~ 3200 3201 ~ 10000 10001 ~ 35000 | 18 22 29 | 13 15 15 | 3 4 4 |
------ | |||
批量 | 样品数量 | ||
A | B | C | |
-----略 | |||
26 ~ 50 51 ~ 90 91 ~ 150 | 8 10 12 | 7 8 10 | 2 3 3 |
151 ~ 250 251 ~ 500 501 ~ 1200 | 17 19 26 | 12 15 19 | 3 5 5 |
-----略 | |||
8. 第三种方案:特殊用途紧固件的验收检验
8.1. 基本要求
第三种方案是生产者根据规定的记录和可核查的过程控制执施的检验,产品和文件应符合本标准规定的要求,并应符合供需双方达成的补充规定和要求。生产者(企业)应有一个专门的质量管理系统。最终检验应由通过ISO 17025认证并符合要求的机构来执行检。
8.2. 定义
需要时,第三种方案应由“ASME B18.18质量保证-—第三种方案”确定的每一份采购文件或其它类似文件进行定义。本方案中的未尽事宜与第二种方案中的相同。
8.3. 质量管理体系
第三种方案要求生产企业应具有符合ISO 9001或ISO/TS 16949标准要求的质量管理体系。
8.4. 原材料
原材料(棒材,线材或盘条)应经过再次审核,每卷或每捆要有工厂鉴定标志以及每次加热(批次、熔、铸)应有一份工厂分析证明或同等效力的文件。此外,每次加热都要经过认可实验室对样品进行的化学检验。原材料或附带的证明资料应在检验前制作完成并发给购买者,以证明材料是否符合指定的标准要求。
8.5. 最终检验和试验
最终检验应由通过ISO 17025认证并符合要求的实验室来执行。除非生产者有过程记录,检验样品数量按表16-中第二种方案规定外,否则检验样品数量应按第三种方案规定的样品数量。
最终检验应按如下要求:
(a)核查过程中的检查记录一致性;
(b)尺寸检查以满足所需的样本数量;
(c)所有适用的机械性能测试。
8.6. 经销者的升级选择
经销者可以根据需要,采用将第二种方案升级到第三种方案。
8.6.1. 原材料证明
经销者应检验原材料是否能满足产品和/或材料标准的要求。这一点由原始钢厂证书提供的数据或紧固件制造者出具的材料测试报告来证实。
8.6.2. 升级后的最终检验
经销者可以从已检验过的任意一批紧固件中随机抽样,按表16规定的检验数量和表14所列的质量特性,由ISO 17025认证合格的实验室进行最终检验。
8.6.3. 记录
经销者可以参考第二种方案的原始记录,建立一个新的第三种方案的记录。并按要求保存记录。
9. 第四种方案:自动化装配紧固件的验收检验
9.1. 基本要求
第四种方案应涵盖第二种方案的所有要求,并增加一个针对特殊特性或属性的100%挑拣工序。挑拣的主要目的是致力于清除批量中的不合格品。
9.2. 定义
需要时,第四种方案应由“ASME B18.18质量保证-—第四种方案”确定的每一份采购文件或其它类似文件进行定义。本方案中的未尽事宜与第二种方案中的相同。采购者应该规定哪一个(或几个)特性指标需要进行100%挑拣,以及缺陷可接受的水平。除非有其他特殊规定,缺陷水平应是PPM,即每100万件中允许的缺陷数量。
9.3. 100%挑拣
需要100%挑拣的质量特性可采用手工挑拣或自动化挑拣的方法,由制造者或销售者完成。制造者应负责保证达到规定要求的PPM。为确保达到规定的PPM,可能需要多次反复的挑拣。
挑拣过程中发现的不合格产品应单独放置,并根据要求进行处置。
(二)、 ASTM F1470-2019《紧固件机械性能和验收检查的抽样方案实施指南》
本指南是对材料、涂层、机械性能等特性进行检验,控制方法包括过程检验和产品最终检验。
过程检验通常是对生产过程中样品进行检验;产品最终质量检验应由质检人员根据指南规定的检验方案进行。
本指南提供两种,即检测过程和预防过程的验收方案,并简要说明两个系统的使用要求和方法,以协助购买者适当选用。
检测过程——依靠检测作为控制质量的主要手段,包括过程和最终检查。典型的是在线过程检查,通常是由检查人员的首件或诈批检。质量控制检查也可以审核生产过程中的检测。此外,最终检查由质量检查员根据规定的抽取样本大小执施。检验的质量判定接受标准是执行零缺陷。
预防过程——使用先进科学的统计质量的过程管理,采用系统质量管理方法进行重点质量控制、关注缺陷预防和持续改进。另外,统计过程控制(SPC)通常用于控制过程,实现过程稳定性和提高能力通过减少质量偏差和离散性。
1. 适用范围
1.1. 本指南提供的抽样检验方案,是根据紧固件检验批和规定样本大小,依据紧固件质量属性判定可接受性。
1.2. 本指南适用于机械性能,物理性能,功能特性,涂层质量和ASTM F16分技术委员会的标准中规定的其他质量特性要求。适及紧固件型式尺寸和螺纹的抽样检验方案参见ASME B18.18标准。
1.3. 本指南提供了两个验收方案:一个指定“检测过程”,还有一个指定为“预防过程”,如F1789紧固件术语中所描述。
——“检测过程”
——“预防过程”
编者注:实际上两个方案的差异其实就是样本数的变化。
规定了A、B、C、D四个质量水平,其中A水平样本数最多,B、C、D以此递减。
1.4. 本指南规定的检验计划或收货检验计划,是适用购买者/用户作为最终检验。不适用第三方测试。
1.5. 验收方案选择
“检测过程”——抽样水平应按“检测过程抽样水平”规定(见表17)。
“预防过程”——在制造者有质量体系符合ASQ Q9001,ISO 9001,或ASTM F2688标准要求前提下,允许制造者选择“预防过程”检验,抽样水平应按“预防过程抽样水平”规定(见表18)。
1.6. 抽样方案标准
如果在随机抽样调查中没有发现不符合零件(零缺陷),则接受这个批,如果随机抽样调查中
只要发现一个不符合零件则这个批就拒收。
表17 检验过程的抽样水平
特征 | 控制描述 | ||||
抽样水平A | 内螺纹零件 | 外螺纹零件 | 无螺纹 | 垫圈 | |
附着性(镀层) | C | WA | WA | WA | WA |
装配拉力试验 | B | NA | WA | NA | NA |
弯曲试验,杆部(钉子) | A | NA | NA | WA | NA |
弯曲试验,有凹口的(螺栓) | B | NA | WA | NA | NA |
弯曲试验,杆部(道钉) | C | NA | NA | WA | NA |
断裂强度(活节栓) | C | NA | WA | NA | NA |
碳化物析出 | C | WA | WA | WA | WA |
硬化层深度/脱碳 | C | WA | WA | WA | WA |
化学B | -- | WA | WA | WA | WA |
压力(垫圈直接拉力) | A | NA | NA | NA | WA |
锥形保证负荷 | C | WA | NA | NA | NA |
驱动试验 | A | WA | WA | NA | NA |
延伸率—机加工标样 | C | NA | WA | WA | NA |
断裂伸长 | C | NA | WA | WA | NA |
晶粒度C | -- | WA | WA | WA | WA |
硬度D | B | WA | WA | WA | WA |
头部弯曲(道钉) | C | NA | NA | WA | NA |
湿度 | B | WA | WA | WA | WA |
氢脆 | B | WA | WA | WA | WA |
冲击 | C | NA | WA | WA | NA |
润滑剂 | B | WA | WA | WA | WA |
导磁率[性] | B | WA | WA | WA | WA |
包装E | -- | WA | WA | WA | WA |
镀涂层厚度(重量) | A | WA | WA | WA | WA |
产品识别标记F | -- | WA | WA | WA | WA |
保证载荷—全尺寸 | C | WA | WA | NA | NA |
断面收缩率机加工标样 | C | NA | WA | WA | NA |
弯曲,铆钉 | B | NA | NA | WA | NA |
平整,铆钉 | B | NA | NA | WA | NA |
转动容量 | C | WA | WA | NA | WA |
盐雾G | B | WA | WA | WA | WA |
剪切强度 | C | WA | WA | WA | WA |
应力腐蚀 | B | WA | WA | WA | WA |
表面缺陷 | B | WA | WA | WA | WA |
表面粗糙度 | B | WA | WA | WA | WA |
抗拉强度—实物H | C | NA | WA | WA | NA |
抗拉强度—机加工标样 | C | NA | WA | WA | NA |
扭矩I(主要的) | C | WA | WA | NA | NA |
扭矩(抗扭强度) | C | WA | WA | NA | NA |
屈服强度—全尺寸 | C | NA | WA | NA | NA |
屈服强度—机加工标样 | C | NA | WA | NA | NA |
注1-图表说明:WA—此处适用 ; NA—不适用 。 | |||||
表18 预防过程的取样水平
特征 | 控制描述 | ||||
抽样水平A | 内螺纹零件 | 外螺纹零件 | 无螺纹 | 垫圈 | |
附着性(镀层) | D | WA | WA | WA | WA |
装配拉力试验 | C | NA | WA | NA | NA |
弯曲试验,杆部(钉子) | B | NA | NA | WA | NA |
弯曲试验,有凹口的(螺栓) | C | NA | WA | NA | NA |
弯曲试验,杆部(道钉) | D | NA | NA | WA | NA |
断裂强度(活节栓) | D | NA | WA | NA | NA |
碳化物析出 | D | WA | WA | WA | WA |
硬化层深度/脱碳 | D | WA | WA | WA | WA |
化学C | -- | WA | WA | WA | WA |
压力(垫圈直接拉力) | B | NA | NA | NA | WA |
锥形试验 | D | WA | NA | NA | NA |
驱动试验 | B | WA | WA | NA | NA |
延伸率—机加工标样 | D | NA | WA | WA | NA |
断裂伸长 | D | NA | WA | WA | NA |
晶粒度D | -- | WA | WA | WA | WA |
硬度E | D | WA | WA | WA | WA |
弯曲,头部(道钉) | D | NA | NA | WA | NA |
湿度 | D | WA | WA | WA | WA |
氢脆 | D | WA | WA | WA | WA |
冲击 | D | NA | WA | WA | NA |
润滑剂 | C | WA | WA | WA | WA |
导磁率[性] | C | WA | WA | WA | WA |
包装F | -- | WA | WA | WA | WA |
镀涂层厚度(重量) | B | WA | WA | WA | WA |
产品识别标记G | -- | WA | WA | WA | WA |
保证载荷—全尺寸 | D | WA | WA | NA | NA |
断面收缩率机加工标样 | D | NA | WA | WA | NA |
弯曲,铆钉 | C | NA | NA | WA | NA |
平面度,铆钉 | C | NA | NA | WA | NA |
旋转能力 | D | WA | WA | NA | WA |
盐雾H | C | WA | WA | WA | WA |
剪切强度 | D | WA | WA | WA | WA |
应力腐蚀 | C | WA | WA | WA | WA |
表面缺陷 | C | WA | WA | WA | WA |
表面粗糙度 | C | WA | WA | WA | WA |
抗拉强度—全尺寸I | D | NA | WA | WA | NA |
抗拉强度—机加工标样 | D | NA | WA | WA | NA |
扭矩J(主要的) | D | WA | WA | NA | NA |
扭矩(抗扭强度) | D | WA | WA | NA | NA |
屈服强度—全尺寸 | D | NA | WA | NA | NA |
屈服强度—机加工标样 | D | NA | WA | NA | NA |
注1-图表说明:WA—此处适用 ; NA—不适用 。 | |||||