


为什么手机充电头插进去有点松动,但发动机零件却要严丝合缝?
为什么同样标着"10mm"的零件,有的能轻松组装,有的却死活装不进去?
这一切的玄机,都藏在 公差 这两个字里!
1. 公差和公差带
1.1 什么是公差
公差就是允许的尺寸变动范围,本质是为了实现以下目标:
- 1.1.1 确保零件互换性:不同批次生产的零件,只要在公差范围内,就能组装配合(如标准螺丝与螺母);
- 1.1.2 平衡成本与性能:高精度公差(如 IT5)用于关键部件(如航空发动机叶片),低精度公差(如 IT12)用于非关键结构(如桌椅支架);
- 1.1.3 实现多样化配合功能:通过公差带的位置与宽度设计,满足 "松动 / 固定 / 定位" 等不同需求。
公式:
公差 = 上极限偏差 - 下极限偏差
特点:
- 仅表示允许误差的"宽度"(如±0.1mm),无方向性。
- 由IT公差等级决定(如IT7、IT8),等级越高,公差值越大。
示例:
| 零件类型 | 标注 | 公差值 | 配合效果 | 加工成本 |
|---|---|---|---|---|
| 手机充电头接口 | Φ10±0.1mm | 0.2mm | 允许轻微松动,易插拔 | 低 |
| 发动机活塞销 | Φ10H7(+0.015/0) | 0.015mm | 紧配合,防泄漏 | 高 |
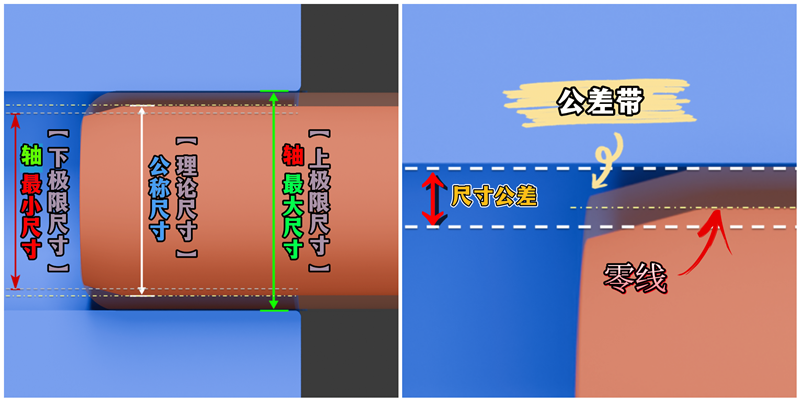
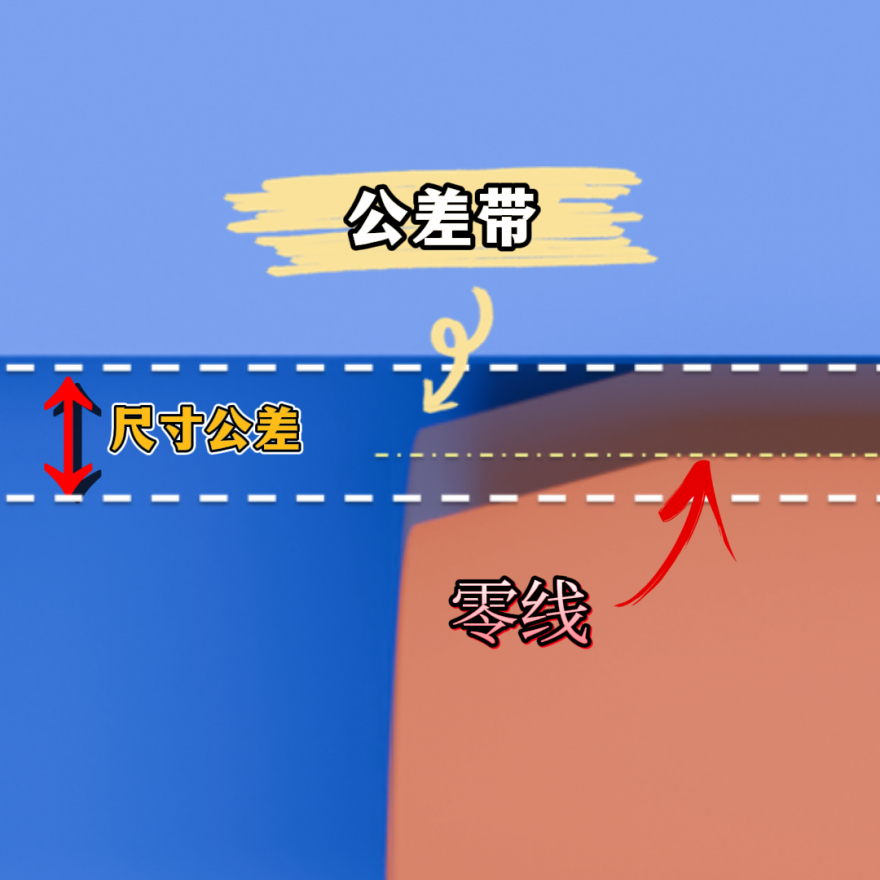
1.2 什么是公差带(Tolerance Zone)
- 定义:公差带是决定配合性质的 "二维坐标",它是由上、下极限偏差限定的 完整尺寸允许范围,包含数值大小和位置关系,如:H7、g6。
- 组成要素:
- 标准公差(由IT等级决定);
- 基本偏差(字母代号,决定公差带相对于公称尺寸的位置);
- 零线(公称尺寸作为基准线)。
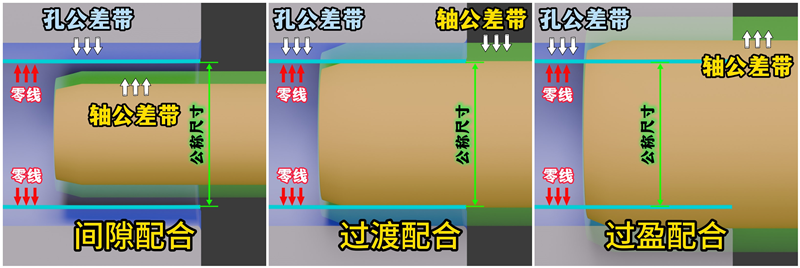
- 核心作用:直接决定配合性质(间隙/过渡/过盈)。
2. 公差带的核心要素
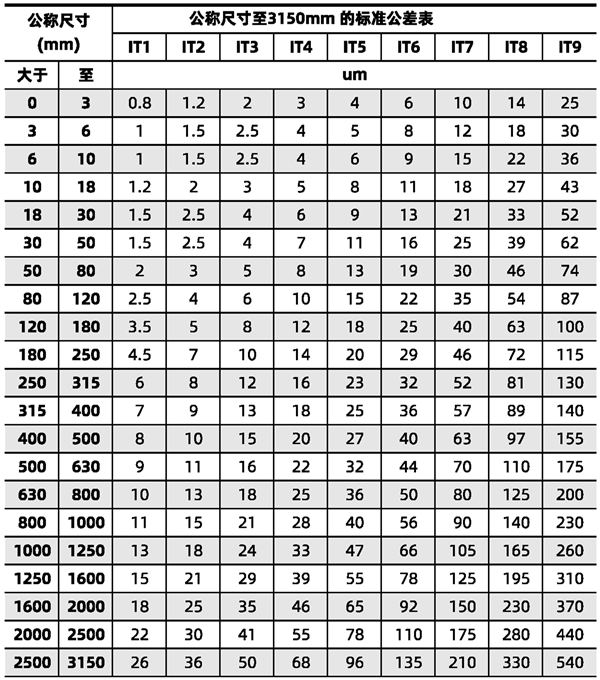
2.1 标准公差(IT等级)
- 决定"允许误差有多大"
- 标准公差等级代号用符号 IT 加数字表示,如 IT6、IT7
- 数字越小,精度越高,加工越贵
- 关键逻辑:公差等级仅控制误差 "宽度",无法决定尺寸范围的位置是否超出公称值(需结合基本偏差判断)。
- 常见等级:
- IT6-IT7:精密配合(轴承、仪器)
- IT8-IT9:一般机械零件
- IT11-IT12:粗糙件(建筑结构)
2.2 基本偏差(字母代号)
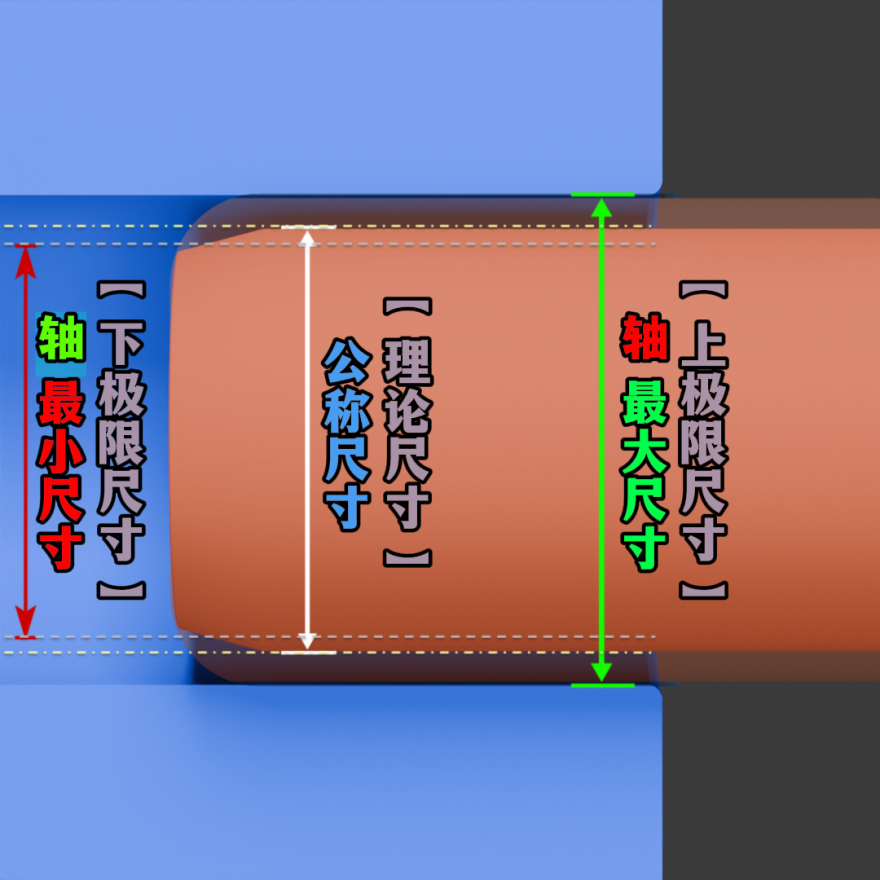
- 公称尺寸(公称值):设计时标注的理论尺寸(如 Φ10 ),仅作为基准,不直接等于实际尺寸范围的中心。
- 基本偏差:是公差带中距离公称尺寸最近的那个极限偏差,用于唯一确定公差带相对于公称尺寸的起始位置,这会导致极限尺寸可能大于或小于公称尺寸:
- 孔类代号:用大写字母(如 H、G),基本偏差是下偏差(即孔的最小尺寸与公称尺寸的差值)。
案例:孔 Φ10G7 的下偏差为 + 0.006mm,最小尺寸 = 10+0.006=10.006mm>公称尺寸,属于间隙配合的典型设计。 - 轴类代号:用小写字母(如 h、g),基本偏差是上偏差(即轴的最大尺寸与公称尺寸的差值)。
案例:轴 Φ10p6 的上偏差为 + 0.015mm,最大尺寸 = 10+0.015=10.015mm>公称尺寸,属于过盈配合的典型设计。
- 孔类代号:用大写字母(如 H、G),基本偏差是下偏差(即孔的最小尺寸与公称尺寸的差值)。
2.3 基本偏差代号及配合类型
基本偏差代号与配合类型的关系由孔与轴的公差带位置决定,以下表格涵盖基准制与非基准制场景,助你快速掌握规律:
| 配合类型 | 孔基本偏差(大写) | 轴基本偏差(小写) | 判断依据 | 基准制示例 | 非基准制示例 |
|---|---|---|---|---|---|
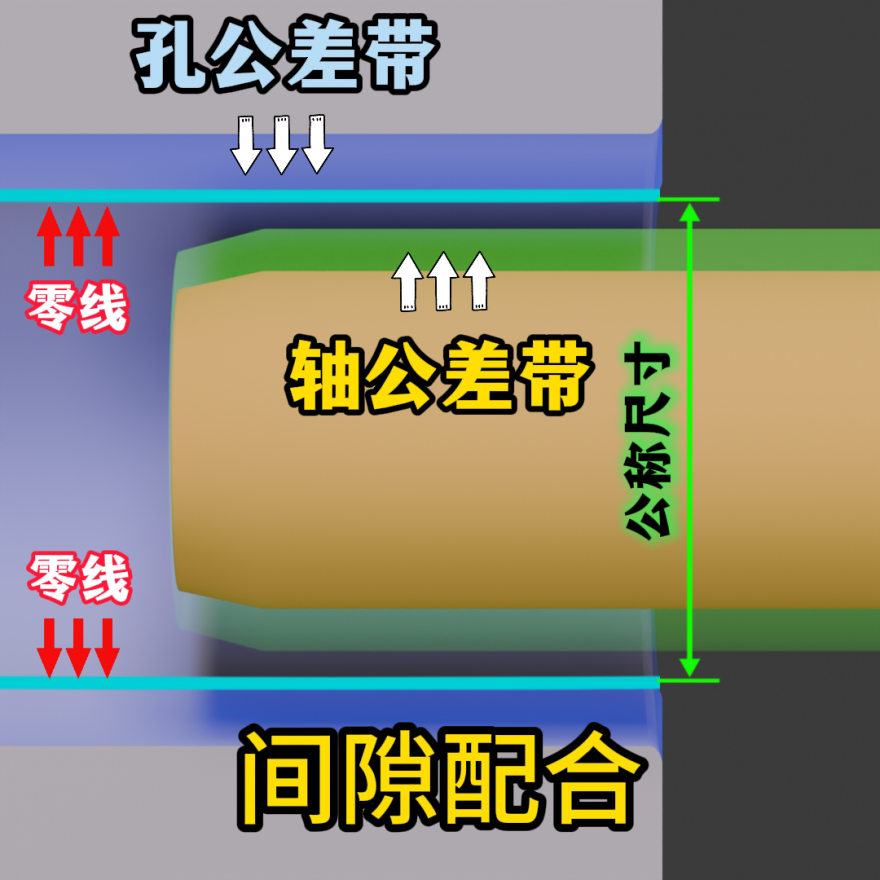
| 间隙配合 | A-G(含基准孔 H) | a-g(含基准轴 h) | 孔公差带完全在轴上方 | H7/f6 | G7/e6 |
| 过渡配合 | J-N | j-n | 孔轴公差带交叉重叠 | K7/h6 | M6/k5 |
| 过盈配合 | P-ZC(含基准孔 H 时为 P-ZC) | p-zc(含基准轴 h 时为 p-zc) | 孔公差带完全在轴下方 | P7/h6 | R7/s6 |
① 基准制逻辑(基孔制/基轴制)
- 基孔制:以 H 孔(下偏差为 0)为基准,通过轴的基本偏差(a - g、j - n、p - zc)控制配合类型:
- 轴选 a - g → 孔公差带在轴上方(间隙配合,如 H7/f6);
- 轴选 j - n → 公差带交叉(过渡配合,如 K7/h6);
- 轴选 p - zc → 孔公差带在轴下方(过盈配合,如 P7/h6)。
- 基轴制:以 h 轴(上偏差为 0)为基准,通过孔的基本偏差(A - G、J - N、P - ZC)控制配合类型:
- 孔选 A - G → 孔公差带在轴上方(间隙配合,如 G7/h6);
- 孔选 J - N → 公差带交叉(过渡配合,如 J7/h6);
- 孔选 P - ZC → 孔公差带在轴下方(过盈配合,如 P7/h6)。
② 非基准制逻辑(孔、轴均非基准件)
当孔、轴均不使用基准代号(如孔用 K、轴用 m)时,仅通过公差带的相对位置判断配合类型:
- 孔公差带整体在轴公差带上方 → 间隙配合;
- 孔、轴公差带部分重叠(交叉) → 过渡配合;
- 孔公差带整体在轴公差带下方 → 过盈配合。
2.3.1 间隙配合(松配合,常用于滑动轴承、齿轮轴)
- 孔用:A/B/C/D/E/F/G
偏差为正值 → 孔实际尺寸永远大于公称尺寸(如 孔Φ10F7 最小尺寸 10.013mm) - 轴用:a/b/c/d/e/f/g
上偏差为负值 → 轴实际尺寸永远小于公称尺寸(如 轴Φ10f7 最大尺寸 9.980mm)
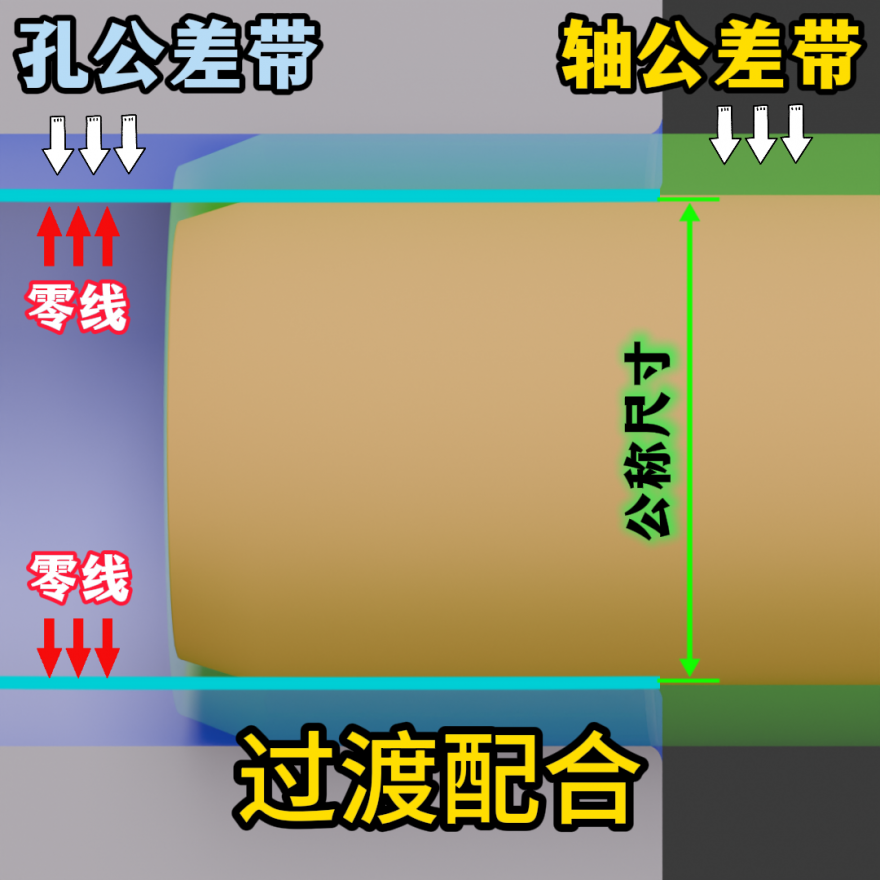
2.3.2 过渡配合(适中配合,常用于定位销、联轴)
- 孔用:J/K/M/N
- 轴用:j/k/m/n
- 公差带与公称尺寸部分重叠→ 孔 / 轴的极限尺寸可能部分大于或小于公称尺寸(如 Φ10K7 孔最小尺寸 9.997mm<10mm)
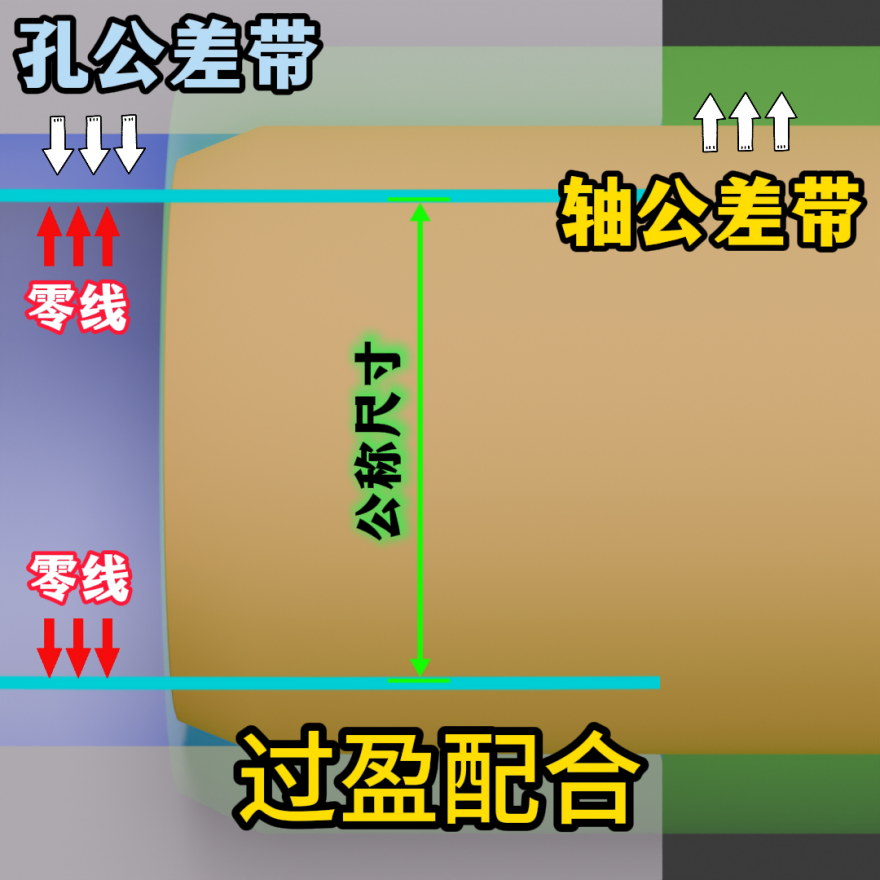
2.3.3 过盈配合(紧配合,常用于轴承与轴的压装)
- 孔用:P ~ ZC
上偏差一般为负值 → 孔实际尺寸可能小于公称尺寸(如 Φ10P7 孔最小尺寸 9.989mm) - 轴用:p ~ zc
下偏差为正值 → 轴实际尺寸可能大于公称尺寸(如 Φ10p6 轴最小尺寸 10.006mm)
关键提醒: 公称尺寸是设计基准,极限尺寸是否超出公称值完全由基本偏差决定:
- 间隙配合中,孔的最小尺寸≥公称尺寸,轴的最大尺寸≤公称尺寸;
- 过盈配合中,孔的最大尺寸≤公称尺寸,轴的最小尺寸≥公称尺寸;
- 过渡配合中,孔 / 轴的极限尺寸可能部分超出公称尺寸(如 Φ10M7 孔最大尺寸 10.004mm,最小尺寸 9.989mm)。
这并非设计错误,而是通过公差带位置实现不同配合功能的必然结果(例如手机充电头的松动设计需间隙配合,故孔尺寸必然大于轴尺寸)。
3. 常见代号及含义
| 字母 | 孔(H)/轴(h) | 特殊地位 |
|---|---|---|
| H | 孔 | 基准孔:下偏差=0,与h轴形成间隙配合 |
| h | 轴 | 基准轴:上偏差=0,与H孔形成间隙配合 |
| Js/js | 对称 | 公差带对称分布于公称尺寸两侧(±IT/2) |
4. 基准制常用标准配合库(GB/T 1801)
机械设计中,优先选用基孔制 / 基轴制的标准配合(源自 GB/T 1801),直接套用可简化设计:
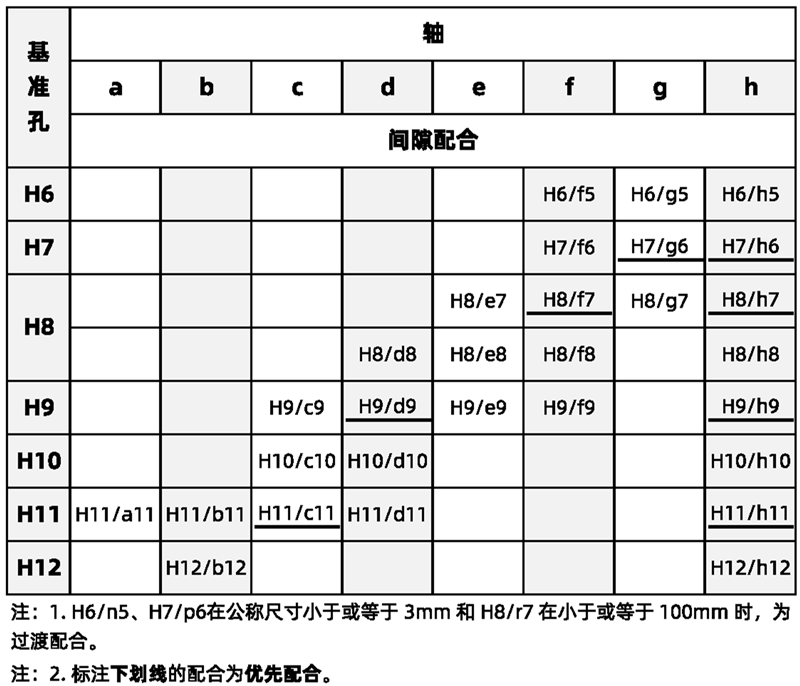
4.1 基孔制优先常用配合表


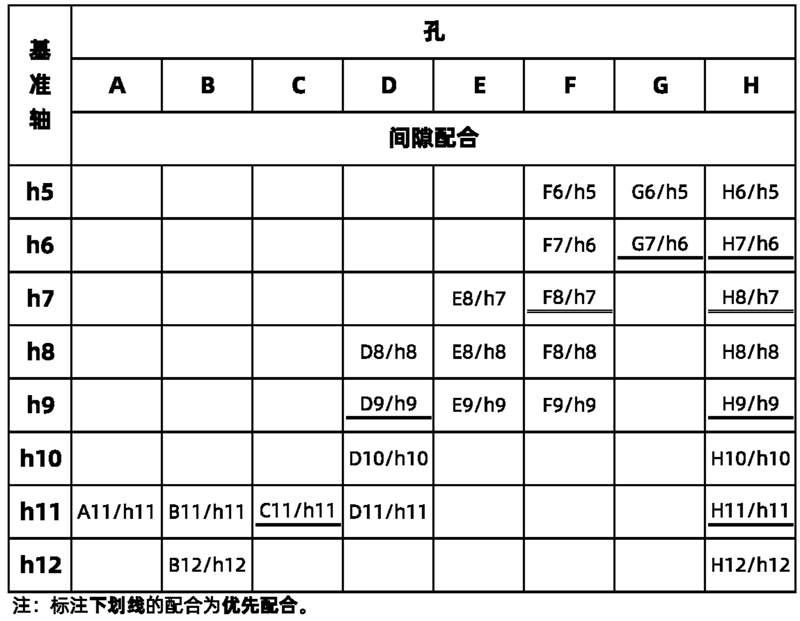
4.2 基轴制优先常用配合表


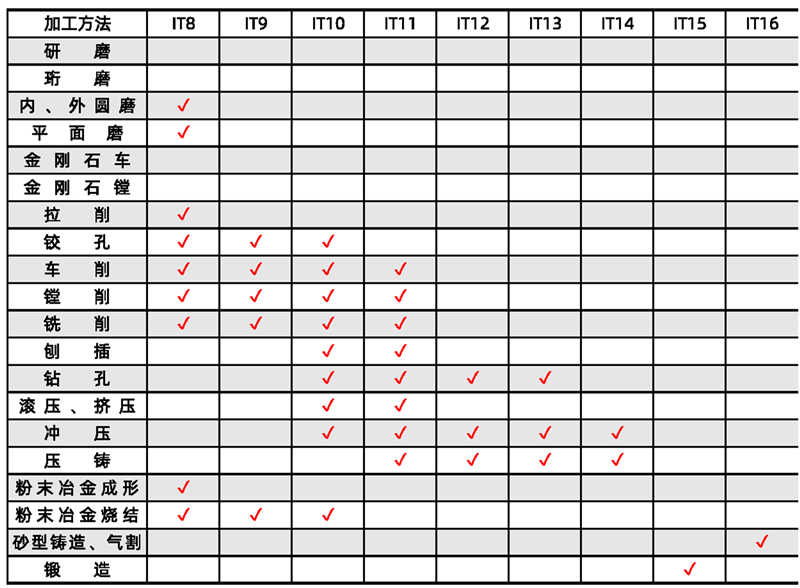
5. 各种加工方式能达到的标准公差等级
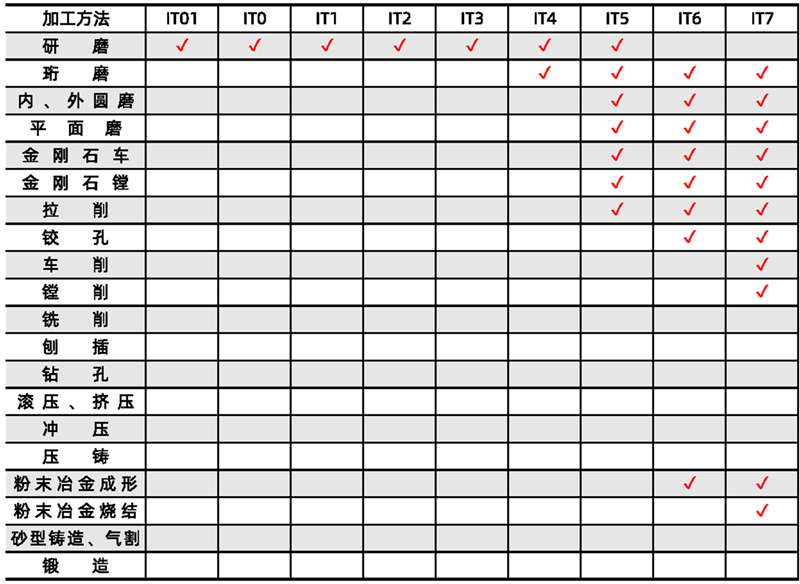
备注:标准公差等级 IT01、IT0 在工业中很少用到,所以一般不予考虑。
6. 查公差值的实战步骤
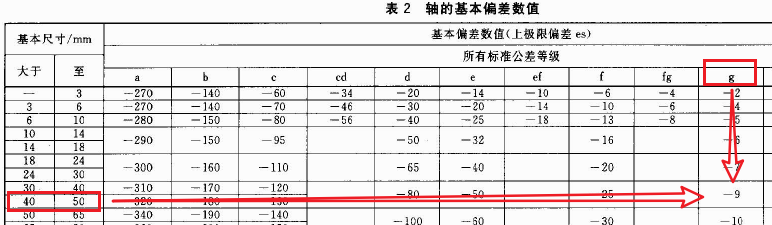
例:确定 Φ40 g11 的极限偏差和极限尺寸:
6.1 国家标准查表法
- 准备 GB/T 1800.1 标准
- 确定基本尺寸所在的范围(40 在 30mm-50mm 段)
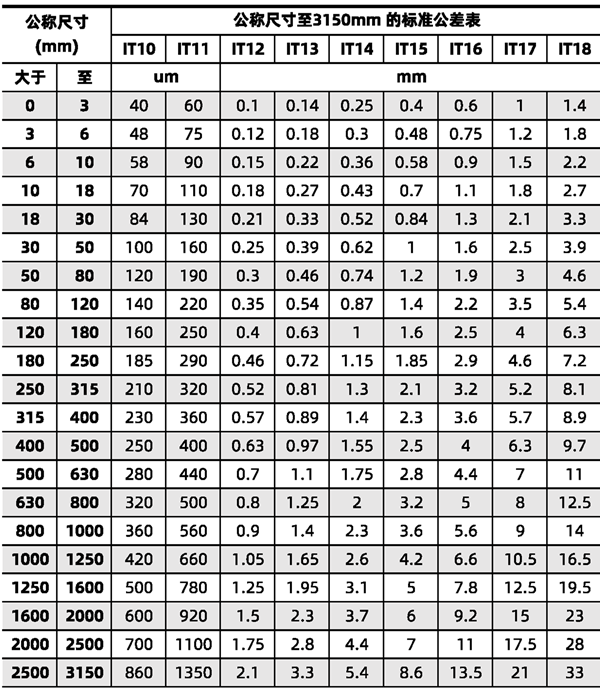
- 标准公差:IT11 → 查标准公差表(GB/T 1800.1中的表1): IT11 = 160 μm

- 基本偏差:g → 查基本偏差表(GB/T 1800.1中的表2):g = -9 μm
- 上极限偏差 = 基本偏差 = -9 μm
- 下极限偏差 = 基本偏差 - 标准公差 = -9 - 160 = -169 μm
- 极限尺寸:
- 上极限尺寸=40-0.009=39.991mm
- 下极限尺寸=40-0.169=39.831mm
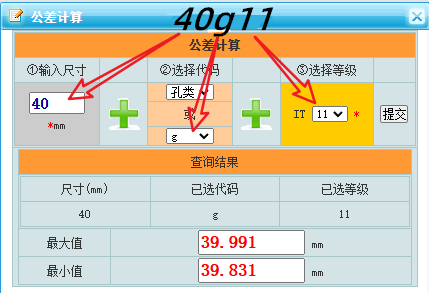
6.2 在线工具查询
推荐易紧通的"轴孔公差计算"工具:

例:确定 Φ40 g11 的极限偏差和极限尺寸:
- 输入公称尺寸 40;
- 选择基本偏差( g )代号以及标准公差数值 ( 11 );
- 点击"提交"后显示公差值。
7. 总结和测试
- 公差不是「误差」,而是聪明的设计缓冲;
- 公差带不是「死板的标准」,而是灵活的成本与性能平衡。
公差认知段位测试
1. 某轴标注 Φ10g6,它的上偏差是?( )
- A. +0.005
- B. -0.005
- C. 0
2. 手机充电头的松动设计属于:( )
- A. 过渡配合
- B. 间隙配合
- C. 过盈配合