


在全球钢结构高强度连接领域,欧洲标准 EN 14399 系列是定义 HR、HV、HRC 三大预载荷螺栓系统的核心框架,而我国 GB/T 32076 系列在参考其技术逻辑的基础上,结合国内制造与工程需求形成适配规范。本文将以 EN 14399 - 1:2015、EN 14399 - 2:2015 为主要参考,同时结合 GB/T 32076.1 - 2015、GB/T 32076.2 - 2015 ,为大家解读这三大系统的技术特点、测试要求和应用场景,为跨境项目和国内工程提供双标适配的实用指南。

一、EN 14399-1:2015—— 三大系统的 “体系基石” 与通用规范
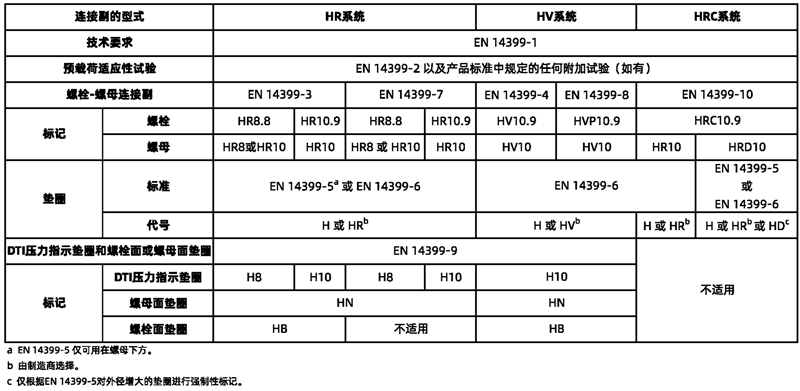
EN 14399 - 1:2015 作为欧洲预载荷螺栓系统的基础标准,明确了 HR、HV、HRC 三大系统的核心定义、组成部件要求和统一技术标准,构建了清晰的分类体系,同时也为不同系统的独特设计划定了界限。
1. 三大系统的核心特点
HR 系统(High Resistance,高阻力系统)—— 英法主流,适配常规大跨度场景
HR 系统是 “通过螺栓螺纹塑性变形实现延展性” 的连接副,核心组件包含螺栓、螺母与垫圈。HR 系统适配无空间限制的常规场景,如桥梁主梁连接、厂房钢框架柱梁节点等对延展性要求高的部位。
| 组件 | 具体要求 | 等级 | 代号 | 作用 |
|---|---|---|---|---|
| 螺栓 | 长螺纹(按 ISO 888 设计),确保≥4 扣完整啮合;10.9 级头下圆角半径≥1.2mm,强制滚压螺纹。 | 8.8 级、10.9 级 | 性能等级 + HR”(如 10.9 HR) | 通过螺纹塑性变形实现延展性,避免脆性断裂。 |
| 螺母 | 标准高度螺母(高度≥0.9D),热浸镀锌需 “先镀锌后攻丝” | 8 级、10 级 | 性能等级 + HR”(如 10 HR) | 保证足够承载面积,防止二次攻丝破坏镀锌层与螺纹精度。 |
| 垫圈 | EN 14399 - 5 平垫圈或 EN 14399 - 6 倒角垫圈,硬度 300 - 370HV。 | “H” 或 “HR” | 分散夹紧力,避免螺栓头、螺母与被连接件表面压伤。 |

HV 系统(Hochfest Vorgespannt,高强度预紧系统)—— 德国主导,专攻空间受限场景
HV 系统以 “螺母内螺纹塑性变形” 为核心设计,整体结构比 HR 系统更紧凑,适配风电塔筒法兰(径向空间有限)、设备支架(多组件密集安装)等需 “小空间承载高预紧” 的场景。
| 组件 | 具体要求 | 等级 | 代号 | 作用 |
|---|---|---|---|---|
| 螺栓 | 短螺纹设计(螺纹长度比 HR 系统短 40%),10.9 级螺栓:强制滚压螺纹,同 HR 系统氢脆防控。 | 10.9 级 | 10.9 HV | 减少螺纹啮合长度,适配薄螺母结构 |
| 螺母 | 螺母高度较薄(高度≈0.8D),热浸镀锌需 “先镀锌后攻丝” | 10 级 | 10 HV | 通过内螺纹塑性变形实现预紧,比标准螺母节省 10% 安装空间。 |
| 垫圈 | EN 14399 - 6 倒角垫圈,内外径均倒角 | “H” 或 “HV” | 适配薄螺母端面,避免局部应力集中导致螺母螺纹剥离 |

HRC 系统(High Resistance Calibrated,高阻力校准系统)
HRC 系统是 HR 系统的 “精准升级款”,其结构带 “花键 + 断裂颈” ,通过专用双轴剪切扳手剪断断裂颈实现预载荷自动控制(无需人工调扭矩),适配核电站、桥梁重要节点等高精度需求场景。
| 组件 | 具体要求 | 等级 | 代号 |
|---|---|---|---|
| 螺栓 | 带断裂颈与花键结构,10.9 级螺栓:同 HR/HV 系统氢脆防控要求(滚压螺纹 + 去氢处理) | 10.9 级 | 10.9 HRC |
| 螺母 | 专用 HRD 螺母(保证载荷比普通 HR 螺母高 15%) | 10 级 | HRD10 |
| 垫圈 | EN 14399 - 6 倒角垫圈,内外径均倒角 | “H” 或 “HR”,大外径垫圈:强制标注 “HD” |

2. 统一技术基准:性能、标识与公差
EN 14399-1:2015 为三大系统设定统一技术门槛,确保组件兼容性与性能稳定性:
- 组件标识规范:所有零件需标注 “制造商识别标记 + H + 系统代号 + 性能等级”—— 螺栓 / 螺母如 “HR10.9”、“HV10”、“HRC10.9”,垫圈标注 “B(螺栓侧)” 或 “N(螺母侧)”,从源头避免跨系统混用;
- 螺纹公差控制:未涂层螺栓 6g、螺母 6H,热浸镀锌螺栓 6g、螺母 6AZ,其他涂层需按涂层厚度调整公差(如非电解锌片涂层参考 EN ISO 10684);
- 批次管理要求:分为 “单一批次”(螺栓、螺母、垫圈同批)与 “扩展批次”(核心组件 < 螺母 / 垫圈 > 同批,其他可多批),HRC 系统因断裂颈精度要求高,仅允许单一批次管理。

3. 国标 GB/T 32076 系列的适配补充
国内 GB/T 32076 系列参考 EN 14399 技术逻辑,将 HR、HV 系统纳入规范(HR 对应 GB/T 32076.3,HV 对应 GB/T 32076.4,HRC 暂无),核心性能指标(如预载荷≥0.7RmA_s[1]、扭矩系数范围)与 EN 14399-1:2015 一致,仅在螺纹公差、螺母高度偏差等细节上略有调整,适配国内制造精度。工程中若涉及中欧供应链对接,需优先以 EN 14399 系列标准的标识与公差要求为准,确保组件兼容性。
二、EN 14399-2:2015—— 三大系统的 “性能门槛” 与预载荷验证
作为专项测试标准,EN 14399-2:2015 为 HR、HV、HRC 系统设定统一且差异化的预载荷验证要求,通过 “扭矩 - 轴力”、“转角 - 轴力”、“伸长 - 轴力” 三大曲线,确保连接副在实际安装中能稳定达到设计预载荷,同时具备足够抗过载能力。
1. 通用测试框架:参数、设备与流程
无论哪种系统,均需满足严格的测试条件,确保数据可靠性:
| 类别 | 要求 |
|---|---|
| 环境与操作参数 | 1. 测试环境温度:10℃~35℃ 2. 螺母旋转速度:1 ~ 10r/min(避免速度过快导致摩擦系数波动) 3. 螺栓夹紧长度调整:通过垫片调整,垫片数量≤4,硬度 40 ~ 50HRC 4. 工装刚度:需足够高,液压装置因刚度不足通常不满足要求 |
| 测量精度要求 | 1. 螺栓力测量误差:±2% 2. 扭矩测量误差:±1% 3. 转角测量误差:±1° 4. 伸长量测量误差:±0.01mm 5. 数据记录:需连续完整,确保结果可追溯与复现 |
| 失效终止条件 | 测试终止需满足以下任一条件: 1. 螺母转角超过 θpi + Δθ2min(θpi 为轴力首次达预载荷的角度) 2. 螺栓力回落至 0.7 fub As 3. 螺栓发生断裂 禁止提前终止或篡改数据 |
2. 系统差异化测试要求
EN 14399-2:2015 针对三大系统的设计逻辑,在关键指标上设置精准差异,确保测试结果与系统特性匹配:
| 测试指标 | HR 系统 | HV 系统 | HRC 系统 |
|---|---|---|---|
| 核心验证重点 | 螺栓螺纹塑性变形充分性 | 螺母内螺纹变形可控性 | 断裂颈剪切力一致性 |
| 转角差 Δθ2(Σt<2d时)[3] | ≥180° | ≥210°(防螺母螺纹提前剥离) | ≥180°(同 HR,依赖螺栓变形基础) |
| 扭矩系数 k 控制 | 单个值 0.10≤ki≤0.16,变异系数 Vk≤0.06 | 同 HR,但需额外验证 “螺母 - 垫圈接触面应力分布”,避免局部过载 | 无需人工校准 k 值,仅验证断裂颈剪切力变异系数 VF≤0.06 |
| 组件搭配要求 | 垫圈可选 EN 14399-5(平垫圈)或 EN 14399-6(倒角垫圈) | 仅允许 EN 14399-6 倒角垫圈(强制) | 专用 HRD 螺母+EN 14399-6 垫圈 |

3. 国标 GB/T 32076.2-2015 的测试适配
GB/T 32076.2-2015 基本采纳 EN 14399-2 的测试框架,仅在细节上适配国内需求:
- 转角分级:虽未像 EN 标准按 Σt [3]细分 Δθ2 [2]最小值,但明确 “从 0.7RmAs [1]预载荷回落至该值的角度需满足产品标准”,HR 系统参考 EN 要求≥180°,HV 系统≥210°;
- 设备要求:同样强调工装高刚度,垫片硬度 300 ~ 370HV(略低于 EN 的 45 ~ 50HRC,但适配国内常用垫片材料);
- 试验报告:需包含 “批次编号、夹紧长度、三大曲线数据”,保存期限≥10 年,与 EN 标准一致。

三、双标协同应用:工程实践中的核心原则与禁忌
结合 EN 14399 与 GB/T 32076 的协同要求,HR、HV、HRC 系统在工程应用中需严格遵循以下原则,规避安全风险:
1. 严禁跨系统混用组件
HV 的薄螺母与 HR 的长螺栓、HRC 的专用螺母与 HR/HV 的螺栓均不可混用 —— 例如,HV 薄螺母(M16 高度 13mm)配 HR 长螺栓(螺纹长度 38mm)会导致螺纹过度啮合,预载荷时易 “螺栓顶死” 或 “螺母螺纹剥离”,EN 14399-2 的失效案例已多次佐证该风险。国内工程若涉及中欧组件混用,需优先按 EN 14399 的标识要求核对系统类型,再参考 GB/T 32076 的尺寸公差验证兼容性。
2. 10.9 级螺栓的氢脆防控强化
EN 14399-1 与 GB/T 32076.1 均将 10.9 级螺栓氢脆防控作为重点:
- 制造工艺:必须采用滚压螺纹(减少螺纹加工损伤),热浸镀锌后需进行去氢处理(温度 190~230℃,时间≥4h);
- 检测要求:EN 标准要求按 EN ISO 15330 进行氢脆敏感性试验,GB/T 32076.2 虽未强制,但建议对重要项目(如桥梁、风电)额外增加该测试;
- 存储条件:需防潮、防腐蚀,存储期限不超过 12 个月(涂层失效会增加氢脆风险)。
3. 安装工具与 K 等级适配
EN 14399-1 的 K 等级分类(K0/K1/K2)与 GB/T 32076.1 一致,需按系统特性选择工具:
- HR 系统:K0 级适配普通扭矩扳手(无需校准 k 值),K1/K2 级需高精度扭矩扳手(控制Vk≤0.10),国内常用 K0 级,欧洲常用 K1 级;
- HV 系统:因螺母螺纹易过载,需 K2 级扭矩扳手(Vk≤0.06),确保扭矩精度 ±4% 以内;
- HRC 系统:仅需专用双轴剪切扳手(无需校准),剪断断裂颈即代表预载荷达标,效率比 HR/HV 高 30%。
结语:标准协同赋能全球钢结构高效连接
从欧洲 EN 14399 系列到中国 GB/T 32076 系列,HR、HV、HRC 三大预载荷螺栓系统的技术演进,本质是 "精准连接" 理念的全球实践。EN 标准的严谨分类与 GB 标准的本土适配,共同构建起覆盖不同场景、精度需求的技术矩阵 ——HR 系统支撑常规工程的 "普适可靠",HV 系统破解空间受限场景的 "紧凑难题",HRC 系统则为高精尖领域提供 "智能校准" 方案。
工程实践中,唯有锚定 "系统匹配、组件专用、工艺合规" 三大原则,以 EN 标准把控核心性能边界,以 GB 标准优化本土实施细节,方能让预载荷螺栓连接既契合全球供应链协作逻辑,又筑牢国内重大工程的安全底座,在钢结构 "轻量、高强、智能" 的发展浪潮中,实现技术价值的最大化释放。
参考信息
- EN 14399-1:2015《High-strength structural bolting assemblies for preloading - Part 1: General requirements》
- EN 14399-2:2015《High-strength structural bolting assemblies for preloading - Part 2: Suitability for preloading》
- GB/T 32076.1-2015《预载荷高强度栓接结构连接副 第 1 部分:通用要求》
- GB/T 32076.2-2015《预载荷高强度栓接结构连接副 第 2 部分:预载荷适应性》
备注:
- [1] fub(国标Rm):螺栓公称抗拉强度,单位 MPa;As:螺纹公称应力截面积,单位为 mm²。
- [2] 转角差公式,即:转角差(抗过载能力指标)= 试验终止时的螺母转角 - 螺栓首次达预载荷时的转角 ( Δθ = θ终止 - θ初载 )
- [3] Σt:总夹紧长度